

3D printing or Additive Manufacturing is an umbrella term that encompasses multiple processes. Every 3D printing process has its benefits and limitations and each is more suitable for certain applications than others.
In this article, we give several easy-to-use tools to aid you to select the right 3D Printing process for your needs. Use the following graphs and tables as a quick reference to identify the process that fulfills best your design requirements.
We approached the process selection from three different angles:
- The required material is already know
- The characteristics of the end part (physical or visual) are already defined
- Certain process capabilities (accuracy, build size etc) are required
To make the information in this article actionable for the reader and always relevant in the ever-evolving 3D printing landscape, some high-level generalizations were introduced that will be discussed in each section when necessary.
Selecting a process by material
3D printing materials usually come in filament, powder or resin form (depending on the 3D printing processes used). Polymers (plastics) and metals are the two main 3D printing material groups, while other materials (such as ceramics or composites) are also available. Polymers can be broken down further into thermoplastics and thermosets.
If the required material is already known, selecting a 3D printing process is relatively easy, as only a few technologies produce parts from the same materials. In those cases, the selection process usually becomes a cost versus properties comparison.

Thermoplastics:
Thermoplastics are best suited for functional applications, including manufacturing of end-use parts and functional prototypes.
They have good mechanical properties and high impact, abrasion and chemical resistance. They can also be filled with carbon, glass or other additives to enhance their physical properties. 3D printed engineering thermoplastics (such as Nylon, PEI and ASA) are widely used to produce end-use parts for industrial applications.
SLS parts have better mechanical and physical properties and higher dimensional accuracy, but FDM is more economical and has shorter lead times.
| Typical 3D printing thermoplastics | |
|---|---|
| SLS | Nylon (PA), TPU |
| FDM | PLA, ABS, PETG, Nylon, PEI (ULTEM), ASA, TPU |
The pyramid below shows the most common thermoplastic materials for 3D printing. As a rule of thumb, the higher up a material is in the pyramid, the better its mechanical properties and the harder it generally is to print with (higher cost):

Thermosets (resins):
Thermosets (resins) are better suited for applications where aesthetics are important, as they can produce parts with smooth injection-like surfaces and fine details.
Generally, they have high stiffness but are more brittle than thermoplastics, so they are not suitable for functional applications. Specialty resins are available, that are designed for engineering applications (mimicking the properties of ABS and PP) or dental inserts and implants.
Material Jetting produces parts with superior dimensional accuracy and generally smoother surfaces, but at a higher cost than SLA/DLP. Both processes use similar photocurable acrylic-based resins.
| Typical 3D printing thermosets (resins) | |
|---|---|
| Material Jetting | >Standard resin, Digital ABS, Durable resin (PP-like), Transparent resin, Dental resin |
| SLA/DLP | Standard resin, Tough resin (ABS-like), Durable resin (PP-like), Clear resin, Dental resin |
Metals:
Metal 3D printed parts have excellent mechanical properties and can operate at high temperatures. The freeform capabilities of 3D printing make them ideal for lightweight applications for the aerospace and medical industries.
DMLS/SLM parts have superior mechanical properties and tolerances, but Binder Jetting can be up to 10x cheaper and can produce much larger parts.
| Typical 3D printing metals | |
|---|---|
| DMLS/SLM | Stainless Steel, Titanium, Aluminum |
| Binder Jetting | Stainless Steel (bronze-filled or sintered) |
Other materials:
Other materials can also be 3D printed, but they are not as widely used, since their applications are limited. These materials include ceramics and sandstone in full-color with Binder Jetting.
| Other 3D printing materials | |
|---|---|
| Binder Jetting | Sand, Ceramics |
Pro Tip:
Due to the additive nature of the technology, 3D printed parts will often have anisotropic mechanical properties, meaning that they will be weaker in the z-direction. For functional parts, this characteristic should be taken into account during design.
For example, see how the properties of SLS nylon compare to bulk nylon in this article.

Selecting a process by use-case
It is important to determine early in the selection process whether the main design consideration is function or visual appearance. This will help greatly in choosing the most suitable process.
As a rule of thumb, thermoplastic polymer parts are better suited for functional applications while thermosets are best suited for visual appearance.
Functionality:
The flowchart below can help you identify the most suitable 3D printing process based on common design requirement for functional parts and prototypes.
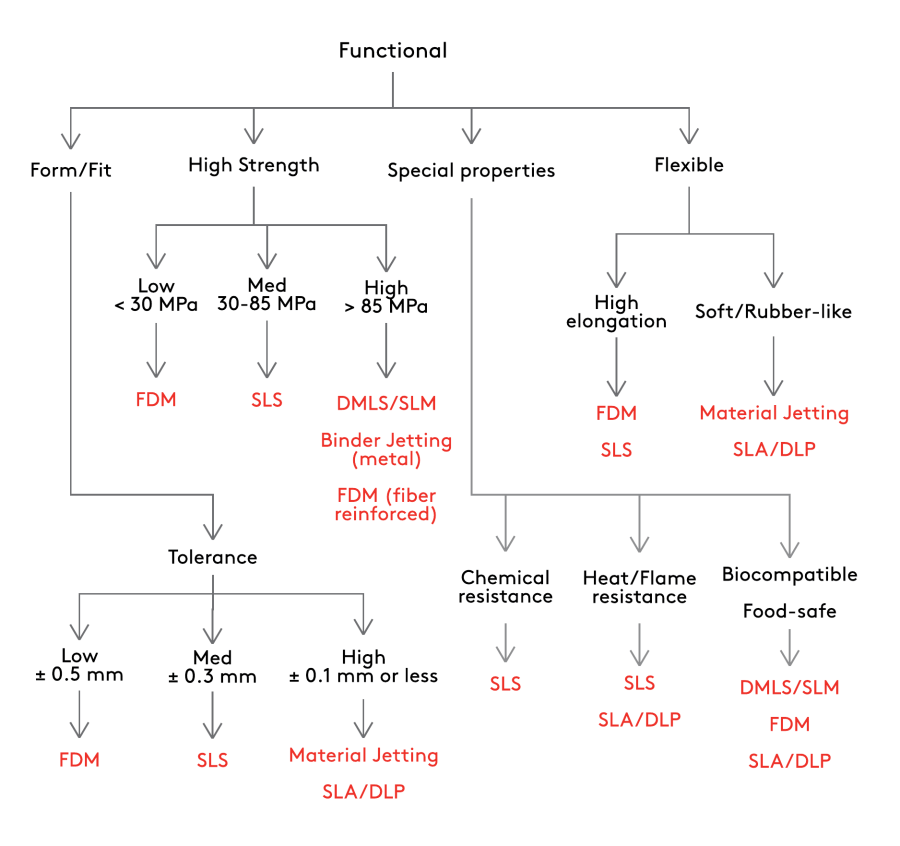
Here are some more details:
- When designing a part or prototype that will interfere with other components, it is important to define the necessary level of tolerance. As a rule of thumb, selecting a process with higher dimensional accuracy will increase the cost. Another option is to finish features with critical dimensions or small details after 3D printing (for example by drilling holes or tapping threads).
- Overall part strength depends on different mechanical and physical properties. To simplify the selection, the material tensile strength can be used as guidance. When high strength and stiffness are required, metal 3D printing or FDM printing reinforced with continuous carbon fibers are the best solutions.
- Engineering 3D printing materials are available with special properties, such as heat resistance, flame resistance, chemical resistance or that are certified as biocompatible or food-safe.
- Flexibility can be defined as either high elongation at break, where thermoplastics such as TPU are available in SLS and FDM, or as low hardness, where materials with a rubber-like feel are available for SLA/DLP and Material Jetting.

Visual Appearance:
When visual appearance is the main concern, then the 3D printing process selection can be simplified using the flowchart below.

Here is some more information:
- Both SLA/DLP and Material Jetting can produce parts with smooth, injection-mold-like surface finish. The main difference between the two processes (apart from the cost) is that support in Material Jetting is soluble, while in SLA/DLP it needs to be removed manually after printing, leaving small marks on the surface that need to be post-processed (sanded or polished).
- Material Jetting produces fully transparent parts, while SLA/DLP parts are printed semi-transparent and can be post-processed to be almost 100% optically clear.
- Parts with special texture, such as a wood-like or metal-like finish, can be printed using woodfill or metalfill FDM filaments. Rubber-like parts are soft (shore hardness < 70A) and can bend and compress, but luck the performance of true rubber.
- Material Jetting and Binder Jetting are the only 3D printing processes that currently offer full-color printing capabilities. Material Jetting has the advantage, as it offers materials with better physical properties as well as multi-material capabilities. Another option is to prime and paint the models after printing or use an FDM printer with dual extrusion capabilities (for two colors only).

Selecting a process by manufacturing capabilities
When the model design is already finalized, the capabilities of each 3D printing technology will often play the main role in the process selection.
It is important to have an overview of the fundamental mechanics of each process to fully understand their key benefits and limitations. For this, see the dedicated introductory articles to each technology in the following chapter of the Knowledge Base.
Here are some handy rules to help you interpret the data:
- Dimensional accuracy is connected to the level of detail each process can achieve and the built quality of each 3D printer. Processes that offer higher accuracy can usually create parts with finer features. Industrial grade machines have higher accuracy and repeatability than desktop printers.
- The build size determines the maximum dimensions of a part that a printer can produce. For components that exceed the typical build size, consider migrating to an alternative technology or splitting the part into multiple components that can be assembled later.
- The need of support structures determines the level of design freedom. Processes that require no support, like SLS, or dissolvable support, like Material Jetting or dual-extrusion FDM (industrial or desktop), have fewer limitations and can produce free-form structures with greater ease.
| Dimensional accuracy | Typical build size | Support | |
|---|---|---|---|
| FDM | ± 0.5% (lower limit ± 0.5 mm) – desktop ± 0.15% (lower limit ± 0.2 mm) – industrial | 200 x 200 x 200 mm for desktop printers Up to 900 x 600 x 900 mm for industrial printers | Not always required (dissolvable available) |
| SLA/DLP | ± 0.5% (lower limit: ± 0.10 mm) – desktop ± 0.15% (lower limit ± 0.05 mm) – industrial | 145 x 145 x 175 mm for desktop Up to 1500 x 750 x 500 mm for industrial printers | Always required |
| SLS | ± 0.3% (lower limit: ± 0.3 mm) | 300 x 300 x 300 mm (up to 750 x 550 x 550 mm) | Not required |
| Material Jetting | ± 0.1% (lower limit of ± 0.05 mm) | 380 x 250 x 200 mm (up to 1000 x 800 x 500 mm) | Always required (always dissolvable) |
| Binder Jetting | ± 0.2 mm (± 0.3 mm for sand printing) | 400 x 250 x 250 mm (up to 1800 x 1000 x 700 mm) | Not required |
| DMLS/SLM | ± 0.1 mm | 250 x 150 x 150 mm (up to up to 500 x 280 x 360 mm) | Always required |
Layer height
Another important aspect to consider when choosing a technology is the impact of layer height.
Due to the additive nature of 3D printing, layer height determines the smoothness of the as printed surface and the minimum feature size a printer can produce (in the z-direction). Using a smaller layer height also makes the stair stepping effect less prominent and helps produce more accurate curved surfaces.
| Typical layer thickness | |
|---|---|
| FDM | 50 – 400 μm (most common: 200 μm) |
| SLA/DLP | 25 – 100 μm (most common: 50 μm) |
| SLS | 80 – 120 μm (most common: 100 μm) |
| Material Jetting | 16 – 30 μm (most common: 16 μm) |
| Binder Jetting | 100 μm |
| DMLS/SLM | 30 – 50 μm |
Rules of Thumb
- Determine early in the selection process if functionality or visual appearance is the first priority.
- When more than one processes can produce parts in the same material, the selection process becomes a cost versus properties comparison.
- For functional polymer parts, prefer thermoplastics (SLS or FDM) over thermosets.
- For visual appearance and aesthetics, thermosets (SLA/DLP or Material Jetting) are the best option.
- For metal parts, choose DMLS/SLM for high-performance applications and Binder Jetting for lower cost and larger part size.
- For functional parts in metal or plastic, also consider CNC machining.
This article was authorized by 3D Hubs, original article < Selecting the right 3D printing process> was written by Alkaios Bournias Varotsis.